










Du kan være sikker på at købe Pengfa SSAW Spiral Welded Steel Pipe fra vores fabrik, og vi vil tilbyde dig den bedste eftersalgsservice og rettidig levering. Fremstillingen af spiralstålrør kræver krympning af stålplader. Den traditionelle stålpladepresning krympes frem og tilbage mellem to pladevalser. Overfladen af stålrøret fremstillet på denne måde er ujævn, og der er store kvalitetsproblemer. For at løse dette problem bruger produktionen af stålrør sædvanligvis tre-vals buet bukkemaskine til at rulle stålplade. Denne maskine har fordelene ved hurtig spolehastighed, lille bøjningsradius og høj kvalitet af færdige produkter, hvilket i høj grad forbedrer fremstillingseffektiviteten af spiralstålrør.
Som den professionelle fremstilling vil vi gerne give dig Pengfa SSAW Spiral Welded Steel Pipe. Røret fås i en række størrelser og tykkelser og er fremstillet til at opfylde kravene i forskellige nationale og internationale standarder, herunder American Petroleum Institute (API) 5L-standarden, som specificerer kravene til ledningsrør, der anvendes i olie og gas. industri. SSAW Spiral Welded Steel Pipe er meget holdbar og modstandsdygtig over for korrosion, hvilket gør den velegnet til brug i barske miljøer. Den er også nem at installere og vedligeholde og har en lang levetid, hvilket gør den til et omkostningseffektivt valg til mange applikationer.
|
Diameter |
mm Diameter |
mm vægtykkelse |
Kg/m Enkeltvægt |
(mpa) Minimum prøvetryk |
||||
|
A L210 |
B L245 |
X42 L29 |
X46 L320 |
X52 L360 |
||||
|
20" |
508 |
5.6 |
69.38 |
2.8 |
3.2 |
5.8 |
6.3 |
7.1 |
|
6.4 |
79.16 |
3.2 |
3.7 |
6.6 |
7.3 |
8.2 |
||
|
7.1 |
87.70 |
3.5 |
4.1 |
7.3 |
8.1 |
9.1 |
||
|
7.9 |
97.43 |
3.9 |
4.6 |
8.1 |
9.0 |
10.1 |
||
|
8.7 |
107.12 |
4.3 |
5.0 |
8.9 |
9.9 |
11.1 |
||
|
9.5 |
116.78 |
4.7 |
5.5 |
9.8 |
10.8 |
12.1 |
||
|
10.3 |
126.41 |
5.1 |
6.0 |
10.6 |
11.7 |
13.1 |
||
|
11.1 |
136.01 |
5.5 |
6.4 |
11.4 |
12.6 |
14.2 |
||
|
11.9 |
145.58 |
5.9 |
6.9 |
12.2 |
13.5 |
15.2 |
||
|
12.7 |
155.12 |
6.3 |
7.4 |
13.1 |
14.4 |
16.2 |
||
|
14.3 |
174.10 |
7.1 |
8.3 |
14.7 |
16.2 |
18.2 |
||
|
15.9 |
192.95 |
7.9 |
9.2 |
16.3 |
18.0 |
20.3 |
||
|
24" |
609.6 |
6.4 |
95.26 |
2.6 |
3.1 |
5.5 |
6.0 |
6.8 |
|
7.1 |
105.56 |
2.9 |
3.4 |
6.1 |
6.7 |
7.5 |
||
|
7.9 |
117.30 |
3.3 |
3.8 |
6.8 |
7.5 |
8.4 |
||
|
8.7 |
129.00 |
3.6 |
4.2 |
7.4 |
8.2 |
9.2 |
||
|
9.5 |
140.68 |
3.9 |
4.6 |
8.1 |
9.0 |
10.1 |
||
|
10.3 |
152.32 |
4.2 |
4.9 |
8.8 |
9.8 |
11.0 |
||
|
11.1 |
163.93 |
4.6 |
5.3 |
9.5 |
10.5 |
11.8 |
||
|
11.9 |
175.51 |
4.9 |
5.7 |
10.2 |
11.2 |
12.6 |
||
|
12.9 |
187.06 |
5.2 |
6.1 |
10.9 |
12.0 |
13.5 |
||
|
14.3 |
210.07 |
5.9 |
6.9 |
12.2 |
13.5 |
15.2 |
||
|
15.9 |
232.94 |
6.6 |
7.7 |
13.6 |
15.0 |
16.9 |
||
|
30" |
762 |
6.4 |
111.20 |
2.3 |
2.6 |
4.7 |
5.2 |
5.8 |
|
7.1 |
123.24 |
2.5 |
2.9 |
5.2 |
5.8 |
6.5 |
||
|
7.9 |
136.97 |
2.8 |
3.3 |
5.8 |
6.4 |
7.2 |
||
|
8.7 |
150.67 |
3.1 |
3.6 |
6.4 |
7.0 |
7.9 |
||
|
9.5 |
164.34 |
3.4 |
3.9 |
7.0 |
7.7 |
8.7 |
||
|
10.3 |
177.98 |
3.7 |
4.3 |
7.6 |
8.3 |
9.4 |
||
|
11.1 |
191.58 |
3.9 |
4.6 |
8.1 |
9.0 |
10.1 |
||
|
11.9 |
205.15 |
4.2 |
4.9 |
8.7 |
9.6 |
10.8 |
||
|
12.7 |
218.69 |
4.5 |
5.3 |
9.3 |
10.3 |
11.6 |
||
|
14.3 |
245.68 |
5.1 |
5.9 |
10.5 |
11.6 |
13.0 |
||
|
15.9 |
272.54 |
5.6 |
6.6 |
11.7 |
12.9 |
14.5 |
||
|
32" |
812.8 |
6.4 |
127.30 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
|
7.1 |
141.10 |
2.2 |
2.6 |
4.6 |
5.0 |
5.7 |
||
|
7.9 |
156.84 |
2.4 |
2.9 |
5.1 |
5.6 |
6.3 |
||
|
8.7 |
172.56 |
2.7 |
3.1 |
5.6 |
6.2 |
6.9 |
||
|
9.5 |
188.24 |
2.9 |
3.4 |
6.1 |
6.7 |
7.6 |
||
|
10.3 |
203.88 |
3.2 |
3.7 |
6.6 |
7.3 |
8.2 |
||
|
11.1 |
219.50 |
3.4 |
4.0 |
7.1 |
7.9 |
8.8 |
||
|
11.9 |
235.09 |
3.7 |
4.3 |
7.6 |
8.4 |
9.5 |
||
|
12.7 |
250.64 |
3.9 |
4.6 |
8.2 |
9.0 |
10.1 |
||
|
14.3 |
281.65 |
4.4 |
5.2 |
9.2 |
10.1 |
11.4 |
||
|
15.9 |
312.54 |
4.9 |
5.7 |
10.2 |
11.3 |
12.7 |
||
|
36" |
914.4 |
6.4 |
143.24 |
1.8 |
2.1 |
3.7 |
4.0 |
4.5 |
|
7.1 |
158.79 |
2.0 |
2.3 |
4.1 |
4.5 |
5.0 |
||
|
7.9 |
176.52 |
2.2 |
2.5 |
4.5 |
5.0 |
5.6 |
||
|
8.7 |
194.22 |
2.4 |
2.8 |
5.0 |
5.5 |
6.2 |
||
|
9.5 |
211.90 |
2.6 |
3.1 |
5.4 |
6.0 |
6.7 |
||
|
10.3 |
219.51 |
2.8 |
3.3 |
5.9 |
6.5 |
7.3 |
||
|
11.1 |
247.15 |
3.1 |
3.6 |
6.3 |
7.0 |
7.9 |
||
|
11.9 |
264.72 |
3.3 |
3.8 |
6.8 |
7.5 |
8.4 |
||
|
12.7 |
282.27 |
3.5 |
4.1 |
7.3 |
8.0 |
9.0 |
||
|
14.3 |
317.27 |
3.9 |
4.6 |
8.2 |
9.0 |
10.1 |
||
|
15.9 |
352.14 |
4.4 |
5.1 |
9.1 |
10.0 |
11.3 |
||
|
17.5 |
386.88 |
4.8 |
5.6 |
10.0 |
11.0 |
12.4 |
||
|
Diameter |
mm Diameter |
mm |
Kg/m |
(mpa) Minimum prøvetryk |
||||
|
A |
B |
X42 |
X46 |
X52 |
||||
|
8,63" |
219.1 |
5.6 |
29.48 |
6.4 |
7.5 |
11.1 |
12.3 |
13.8 |
|
6.4 |
33.57 |
7.4 |
8.6 |
12.7 |
14 |
15.8 |
||
|
7.0 |
36.61 |
8.1 |
9.4 |
13.9 |
15.3 |
17.3 |
||
|
7.9 |
41.14 |
9.1 |
10.6 |
15.7 |
17.3 |
19.5 |
||
|
8.2 |
42.65 |
9.4 |
11.0 |
16.3 |
18.0 |
20.2 |
||
|
8.7 |
45.14 |
10.0 |
11.7 |
17.3 |
19.1 |
20.7 |
||
|
10,75" |
273.1 |
5.6 |
36.94 |
5.2 |
6.0 |
10.1 |
11.2 |
12.5 |
|
6.4 |
42.09 |
5.9 |
6.9 |
11.6 |
12.7 |
14.3 |
||
|
7.1 |
46.57 |
6.6 |
7.6 |
12.8 |
14.1 |
15.9 |
||
|
7.8 |
51.03 |
7.2 |
8.4 |
14.1 |
15.5 |
17.5 |
||
|
8.7 |
56.72 |
8.0 |
9.4 |
15.7 |
17.3 |
19.5 |
||
|
9.3 |
60.05 |
8.6 |
10.0 |
16.8 |
18.5 |
20.7 |
||
|
12,75" |
323.9 |
5.6 |
43.96 |
4.4 |
5.1 |
8.5 |
9.4 |
10.6 |
|
6.4 |
50.11 |
5.0 |
5.8 |
9.7 |
10.7 |
12.71 |
||
|
7.1 |
55.47 |
5.5 |
6.4 |
10.8 |
11.9 |
13.4 |
||
|
7.9 |
61.56 |
6.1 |
7.2 |
12.0 |
13.9 |
14.9 |
||
|
8.4 |
65.35 |
6.5 |
7.6 |
12.8 |
14.1 |
15.9 |
||
|
8.7 |
67.62 |
6.8 |
7.9 |
13.2 |
14.6 |
16.4 |
||
|
9.5 |
73.65 |
7.4 |
8.6 |
14.5 |
16.0 |
17.9 |
||
|
10.3 |
79.65 |
8.0 |
9.3 |
15.7 |
17.3 |
19.5 |
||
|
11.1 |
85.62 |
8.6 |
10.1 |
16.9 |
18.6 |
20.7 |
||
|
12.7 |
97.46 |
9.9 |
11.5 |
19.3 |
20.7 |
20.7 |
||
|
14.3 |
109.18 |
11.1 |
13.0 |
20.7 |
20.7 |
20.7 |
||
|
14" |
355.6 |
5.6 |
48.33 |
4.0 |
4.6 |
7.8 |
8.6 |
9.6 |
|
6.4 |
55.11 |
4.5 |
5.3 |
8.9 |
9.8 |
11.0 |
||
|
7.1 |
61.02 |
5.0 |
5.9 |
9.8 |
10.9 |
12.2 |
||
|
7.9 |
61.74 |
5.6 |
6.5 |
11.0 |
12.1 |
13.6 |
||
|
8.7 |
74.42 |
6.2 |
7.2 |
12.1 |
13.3 |
15.0 |
||
|
9.5 |
81.08 |
6.7 |
7.9 |
13.2 |
14.5 |
16.3 |
||
|
10.3 |
87.71 |
7.3 |
8.5 |
14.3 |
15.8 |
17.7 |
||
|
11.1 |
94.30 |
7.9 |
9.2 |
15.4 |
17.0 |
19.11 |
||
|
11.9 |
100.86 |
8.4 |
9.8 |
16.5 |
18.2 |
20.5 |
||
|
12.7 |
107.39 |
9.0 |
10.5 |
17.6 |
19.4 |
20.7 |
||
|
14.3 |
120.36 |
10.1 |
11.8 |
19.8 |
20.7 |
20.7 |
||
|
16" |
406.4 |
5.6 |
55.35 |
3.5 |
4.1 |
6.8 |
7.5 |
8.4 |
|
6.4 |
63.13 |
4.0 |
4.6 |
7.8 |
8.6 |
9.6 |
||
|
7.1 |
69.91 |
4.4 |
5.1 |
8.6 |
9.5 |
10.7 |
||
|
7.9 |
77.63 |
4.9 |
5.7 |
9.6 |
10.6 |
11.9 |
||
|
8.7 |
85.32 |
5.4 |
6.3 |
10.6 |
11.6 |
13.1 |
||
|
9.5 |
92.98 |
5.9 |
6.9 |
11.5 |
12.7 |
14.3 |
||
|
10.3 |
100.61 |
6.4 |
7.5 |
12.5 |
13.8 |
15.5 |
||
|
11.1 |
108.20 |
6.9 |
8.0 |
13.5 |
14.9 |
16.7 |
||
|
11.9 |
115.77 |
7.4 |
8.6 |
14.4 |
15.9 |
17.0 |
||
|
12.7 |
123.30 |
7.9 |
9.2 |
15.4 |
17.0 |
19.1 |
||
|
14.3 |
138.27 |
8.9 |
10.3 |
17.3 |
19.1 |
20.7 |
||
|
15.9 |
153.11 |
9.9 |
11.5 |
19.3 |
20.7 |
20.7 |
||
|
18" |
457.2 |
5.6 |
62.34 |
3.1 |
3.6 |
6.0 |
6.7 |
7.5 |
|
6.4 |
71.12 |
3.5 |
4.1 |
6.9 |
7.6 |
8.6 |
||
|
7.1 |
78.77 |
3.9 |
4.6 |
7.7 |
8.5 |
9.5 |
||
|
7.9 |
87.49 |
4.4 |
5.1 |
8.5 |
9.4 |
10.6 |
||
|
8.7 |
96.18 |
4.8 |
5.6 |
9.4 |
10.4 |
11.7 |
||
|
9.5 |
104.84 |
5.2 |
6.1 |
10.2 |
11.6 |
12.7 |
||
|
10.3 |
113.46 |
5.7 |
6.6 |
11.1 |
12.6 |
13.8 |
||
|
11.1 |
122.05 |
6.1 |
7.1 |
12.0 |
14.2 |
14.9 |
||
|
11.9 |
13062 |
6.6 |
7.7 |
12.8 |
14.2 |
15.9 |
||
|
12.7 |
139.15 |
7.0 |
8.2 |
13.7 |
15.1 |
17.0 |
||
|
14.3 |
156.11 |
7.9 |
9.2 |
15.4 |
17.0 |
19.2 |
||
|
15.9 |
172.95 |
8.8 |
10.2 |
17.2 |
18.9 |
20.7 |
||
|
Diameter |
mm |
mm vægtykkelse |
Kg/m |
(mpa) Minimum prøvetryk |
||||
|
A L210 |
B L245 |
X42 L290 |
X46 L320 |
X52 L360 |
||||
|
42" |
1066.8 |
7.9 |
196.39 |
2.0 |
2.3 |
4.1 |
4.5 |
5.0 |
|
8.7 |
216.11 |
2.2 |
2.5 |
4.5 |
4.9 |
5.5 |
||
|
9.5 |
235.79 |
2.4 |
2.7 |
4.9 |
5.4 |
6.1 |
||
|
10.3 |
255.45 |
2.6 |
3.0 |
5.3 |
5.8 |
6.6 |
||
|
11.1 |
275.07 |
2.8 |
3.2 |
5.7 |
6.3 |
7.1 |
||
|
11.9 |
294.66 |
3.0 |
3.4 |
6.1 |
6.7 |
7.6 |
||
|
12.7 |
314.22 |
3.2 |
3.7 |
6.5 |
7.2 |
8.1 |
||
|
14.3 |
353.24 |
3.5 |
4.1 |
7.3 |
8.1 |
9.1 |
||
|
15.9 |
392.13 |
3.9 |
4.6 |
8.2 |
9.0 |
10.1 |
||
|
17.5 |
430.90 |
4.3 |
5.1 |
9.0 |
9.9 |
11.2 |
||
|
48" |
1219.2 |
8.7 |
259.66 |
1.8 |
2.1 |
3.7 |
4.1 |
4.6 |
|
9.5 |
283.35 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
10.3 |
307.01 |
2.1 |
2.5 |
4.4 |
4.9 |
5.5 |
||
|
11.1 |
330.63 |
2.3 |
2.7 |
4.8 |
5.2 |
5.9 |
||
|
11.9 |
354.23 |
2.5 |
2.9 |
5.1 |
5.6 |
6.3 |
||
|
12.7 |
377.79 |
2.6 |
3.1 |
5.4 |
6.0 |
6.8 |
||
|
14.3 |
424.82 |
3.0 |
3.4 |
6.1 |
6.8 |
7.6 |
||
|
15.9 |
471.73 |
3.3 |
3.8 |
6.8 |
7.5 |
8.5 |
||
|
17.5 |
518.51 |
3.6 |
4.2 |
7.5 |
8.3 |
9.3 |
||
|
54" |
1371.6 |
9.5 |
330.91 |
1.7 |
2.0 |
3.5 |
3.8 |
4.3 |
|
10.3 |
358.57 |
1.8 |
2.1 |
3.8 |
4.2 |
4.7 |
||
|
11.1 |
386.20 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
11.9 |
413.80 |
2.1 |
2.5 |
4.4 |
4.8 |
5.4 |
||
|
12.7 |
441.37 |
2.3 |
2.6 |
4.7 |
5.1 |
5.8 |
||
|
14.3 |
496.41 |
2.5 |
3.0 |
5.2 |
5.8 |
6.5 |
||
|
15.9 |
551.32 |
2.8 |
3.3 |
5.8 |
6.4 |
7.2 |
||
|
17.5 |
606.11 |
3.1 |
3.6 |
6.4 |
7.1 |
8.0 |
||
|
60" |
1524 |
9.5 |
378.70 |
1.5 |
1.7 |
3.0 |
3.4 |
3.8 |
|
10.3 |
410.38 |
1.6 |
1.9 |
3.3 |
3.6 |
4.1 |
||
|
11.1 |
442.04 |
1.7 |
2.0 |
3.6 |
3.9 |
4.4 |
||
|
11.9 |
473.66 |
1.8 |
2.2 |
3.8 |
4.2 |
4.7 |
||
|
12.7 |
505.26 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
14.3 |
568.35 |
2.2 |
2.6 |
4.6 |
5.1 |
5.7 |
||
|
15.9 |
631.31 |
2.5 |
2.9 |
5.1 |
5.6 |
6.6 |
||
|
17.5 |
694.15 |
2.7 |
3.2 |
5.6 |
6.2 |
7.0 |
||
|
72" |
1828.8 |
12.7 |
568.83 |
1.7 |
2.0 |
3.6 |
4.0 |
4.5 |
|
14.8 |
639.93 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
15.9 |
710.91 |
2.2 |
2.6 |
4.5 |
5.0 |
5.6 |
||
|
17.5 |
781.75 |
2.4 |
2.8 |
5.0 |
5.5 |
6.2 |
||
|
19.1 |
852.47 |
2.6 |
3.1 |
5.5 |
6.0 |
6.8 |
||
|
80" |
2032 |
14.3 |
711.52 |
1.8 |
2.0 |
3.7 |
4.1 |
4.6 |
|
15.9 |
790.50 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
17.5 |
869.36 |
2.2 |
2.5 |
4.5 |
5.0 |
5.6 |
||
|
19.1 |
948.09 |
2.4 |
2.8 |
4.9 |
5.4 |
6.1 |
||
|
88" |
2235.2 |
14.3 |
783.10 |
1.7 |
2.0 |
3.5 |
3.9 |
4.4 |
|
15.9 |
870.10 |
1.9 |
2.2 |
3.9 |
4.3 |
4.9 |
||
|
17.5 |
956.96 |
2.1 |
2.4 |
4.3 |
4.8 |
5.4 |
||
|
19.1 |
1043.70 |
2.3 |
2.6 |
4.7 |
5.2 |
5.8 |
||
|
95" |
2413 |
15.9 |
939.89 |
1.8 |
2.0 |
3.6 |
4.0 |
4.5 |
|
17.5 |
1033.78 |
2.0 |
2.2 |
4.0 |
4.4 |
5.0 |
||
|
19.1 |
1127.54 |
2.2 |
2.4 |
4.4 |
4.8 |
5.4 |
||
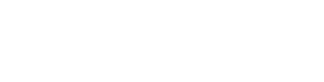
SSAW Spiral Welded Steel Pipe produktionsproces er beskrevet som følger:
Fremstillingsproces af spiralstålrør: Det er et stålrør med spiralsøm lavet af båndstål og oprullet plade som råmateriale, ekstruderet ved almindelig temperatur og svejset ved automatisk dobbelt-tråds dobbeltsidet nedsænket buesvejsningsproces.
1. Råmaterialer, nemlig båndstålspoler, spoler, svejsetråde og flusmidler, skal gennemgå strenge fysiske og kemiske test, før de tages i brug.
2. Hoved-til-hale stødsamlingen af båndstål anvender enkelttråds- eller dobbelttrådssvejsning under vand, og automatisk dykbuesvejsning bruges til reparationssvejsning efter at være blevet rullet ind i stålrør.
3. Inden formning afrettes båndstålet, trimmes, høvles, overfladerenses, transporteres og forbukkes.
4. SSAW Spiral Welded Steel Pipe bruger en elektrisk kontakttrykmåler til at kontrollere trykket af oliecylinderen på begge sider af transportøren for at sikre en jævn transport af strimlen.
5. Adopter ekstern kontrol eller intern kontrolrulledannelse.
6. Svejsespaltens kontrolanordning bruges til at sikre, at svejsegabet opfylder svejsekravene, og rørdiameteren, fejljusteringen og svejsespalten er strengt kontrolleret.
7. Både intern og ekstern svejsning anvender American Lincoln elektrisk svejsemaskine til enkelttråds- eller dobbelttrådssvejsning under vand, for at opnå stabile svejsespecifikationer.
8.Alle svejsede sømme inspiceres af online kontinuerlig ultralyd automatisk fejldetektor, som sikrer 100% dækning af ikke-destruktiv test af spiralsvejsninger. Hvis der er en defekt, vil den automatisk alarmere og sprøjte mærket, og produktionsmedarbejderne kan til enhver tid justere procesparametrene i henhold til dette for at eliminere defekten i tide.
9. Brug luftplasmaskæremaskine til at skære stålrøret i enkelte stykker.
10. Efter udskæring i enkelte stålrør skal de første tre stålrør i hver batch gennemgå et strengt første-inspektionssystem for at kontrollere de mekaniske egenskaber, kemisk sammensætning, svejsningers smeltestatus, overfladekvalitet af stålrørene og ikke- destruktiv test for at sikre, at rørfremstillingsprocessen er kvalificeret. Herefter kan den officielt sættes i produktion.
11.Den del med kontinuerlig ultralydsdetekteringsmærke på svejsesømmen skal gennemgå manuel ultralyds- og røntgenundersøgelse. Hvis der er en defekt, skal den efter reparation igen gennemgå en ikke-destruktiv inspektion, indtil det er bekræftet, at manglen er afhjulpet.
12. Rørene, hvor stødsvejsningerne af båndstål og spiralplader skærer spiralsvejsningerne, inspiceres alle af røntgen-tv eller film.
13.Hvert stålrør har bestået den hydrostatiske tryktest, og trykket er radialt forseglet. Testtrykket og -tiden styres strengt af stålrørets vandtryksmikrocomputerdetekteringsenhed, og testparametrene udskrives og registreres automatisk.
14.Rørenden er mekanisk bearbejdet for nøjagtigt at kontrollere lodretheden af endefladen, skråvinklen og den stumpe kant.
Dimensioner: ydre diameter af stålrør, vægtykkelse, elliptisk, krumning, vertikalitet af rørenden.
Længdeudseende kvalitet: svejseforstærkning, fejljustering, stålrøroverflade, delaminering, indeslutninger, vurdering af svejsedefekter.
Kemisk sammensætning: prøvningsprocedurer såsom svejseforbindelsestræktest, hydrostatisk tryktest, syreætsningstest, ikke-destruktiv test osv.
SSAW Spiral Welded Steel Pipe er blevet meget brugt i langdistance olie- og gasrørledningsprojekter, såsom West-East Gas Transmission Project i mit land, og er de vigtigste rørmaterialer, der bruges i langdistance olie- og gasrørledningsprojekter i mit land . Det er meget udbredt i naturgas, petroleum, kemisk industri, elektrisk kraft, varme, vandforsyning og dræning, dampopvarmning, trykstålrør til vandkraftværker, termisk elproduktion, konstruktion, skibsbygning, maskinfremstilling, kedelfremstilling, vandkilder og andre langdistancetransmissionsrørledninger og pæling, uddybning, ingeniørfelter såsom broer og stålkonstruktioner.











